通过对轴承加热,使其内阁内径膨胀变大后,套到转轴的轴承档处,应注意将该规格牌号的一端放在外边(下同),以便于查对。冷却后内圈缩小,从而与轴形成紧密的配合。轴承加热温度应控制在80~100℃加热时间视轴承的大小而定,常用的加热方法有如下4种。
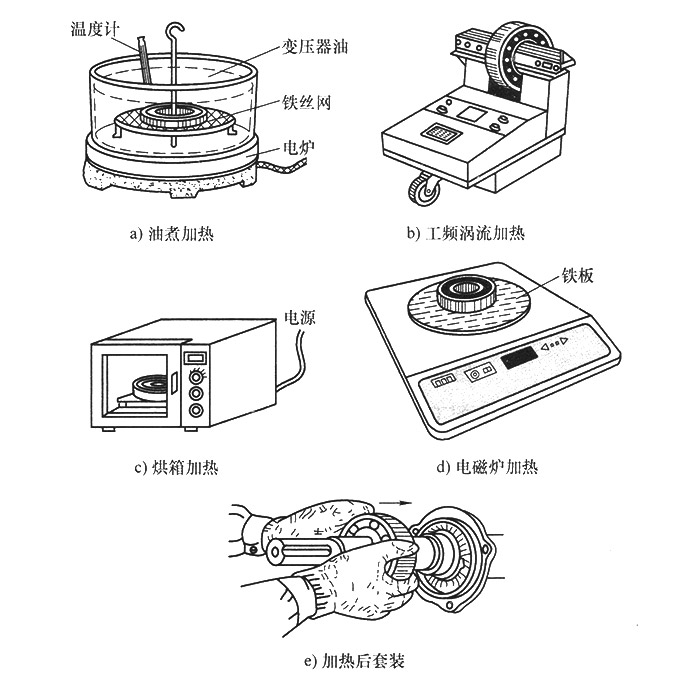
1.油煮加热法
将轴承放在变压器油中的网架上,如图a所示。加热变压器油,到预定时间后捞出,用干净不脱毛的布巾将其油迹和附着物擦干净后,尽快套到轴上。
2.工频涡流加热法
将轴承套在工频加热器的动铁心上后,接通加热器的工频交流电源。轴承会因电磁感应而在内、外圈中产生涡流(电流),从而产生热量使其膨胀,如图b所示。
3.烘箱加热法
将轴承放入专用的烘箱内加热如图c所示。
4.电磁炉加热法
将轴承放在电磁炉上加热,此法比较适用于较小的轴承。所用电磁炉有专业厂生产的产品,也可使用家庭做饭用的普通电磁炉。应将轴承放在一块铁板上(或电磁炉平底锅等,将轴承直接放在电磁炉上可能不会加热,此时电磁炉屏幕可能显示“EI”一一无加热器件)。在操作中应注意控制好温度,例如,选择最低温度梢Cl,如图d所示。加热到适当时间后,尽快将其套在轴上轴承档的预定位置。操作时要戴干净的手套,防止烫伤或脱手后砸脚,如图e所示。